外排屑或者内排屑的机夹可转位的硬质合金扩孔钻头,有着很好的切削性能。它能省工省料省时,节省能源。
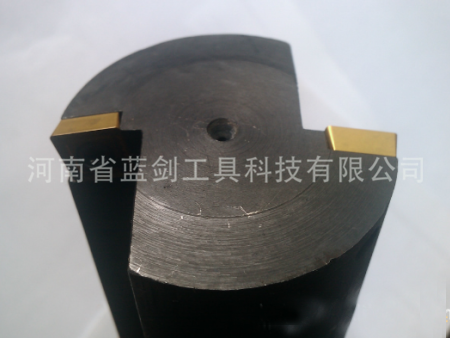
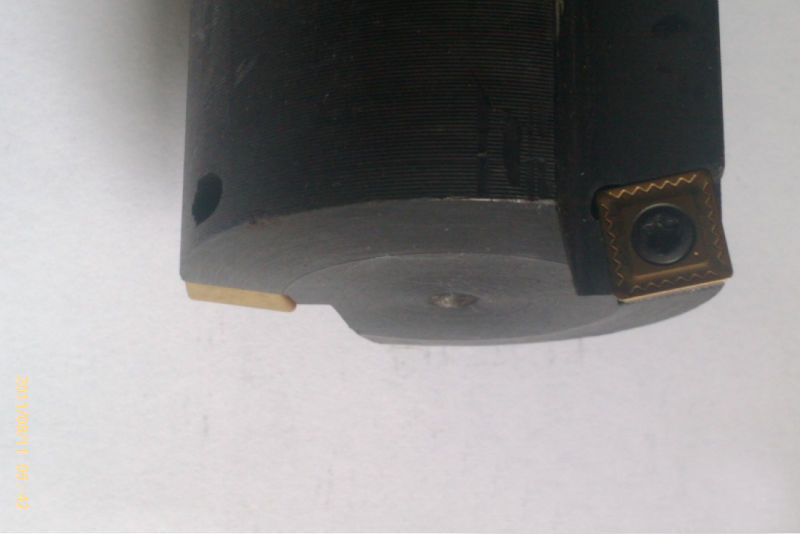
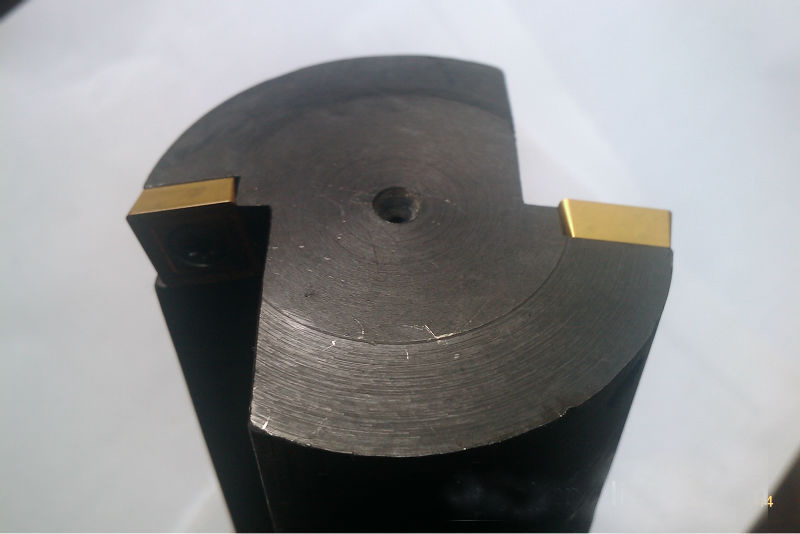
刀头部分是切削刃,根据直径的大小设置不同数量的切削齿,每个刀齿为一组,每一个切削刀片上有若干个切削刃,当切削刃用钝后,只需要调整新的切削刃继续切削,当所有的切削刃都用钝后只需要更换新的刀片即可,大大降低了耗材,节约了成本,达到省功,省时,省力的效果!
此类钻头使用标准的硬质合金机夹式刀片,钻速可根据用户使用的机床和选择的刀片特性来定。
经证实国外的大功率机床使用此类钻头采用刀片后,钻速可达到800~1000M/min.
柄部可以按照用户的机床或不同的连接方式而采取非标准制作。
按照我国的机床一般的情况下:
材质 规格 | M2 | M35 | 粉末冶金 | 硬质合金 |
24 28 31 32 | 常用于U71Mn材质的43、50、60和75钢轨端部的钻孔,切削速度15米~25米/分,进刀量0.05~0.25毫米/转,钻孔数量25~35个,钻孔时需加冷却润滑液。如果在U75和U76NbRE的钢轨上钻孔,钻孔数量在6~10个之间。 | 常用于U75和U76NbRE材质的43、50、60和75钢轨端部的钻孔,切削速度15米~25米/分,进刀量0.05~0.25毫米/转,钻孔数量40~50个,钻孔时需加冷却润滑液。 | 硬度和韧性要比M2和M35的都要好,耐磨性能要比前两种钢材至少要高出一倍,是高速铁路施工钻孔的必备切削工具。 | 在高硬度的钢轨上钻孔的必备空心钻头,切削速度50米~80米/分,进刀量0.05~0.25毫米/转,但是要求钻孔机刚性要好,卡爪夹紧力要大,在钻孔时整个钻机不得摇晃。 |
电务专用麻花钻头规格 9.8 13 13.5 21 | 可以在所有钢轨上钻孔,切削速度15米~25米/分,进刀量0.05~0.25毫米/转,钻孔数量30~50个,钻孔时需加冷却润滑液. |
|
|
|
用户在订做前建议先向我司询问情况,待确定后我司先为用户出具标准图纸,用户认可后可进入后续操作